模具 塑胶 喷油 模具加工
质量过硬,用户至上,开拓进取,持续改进
13381632678
模具 塑胶 喷油 模具加工
质量过硬,用户至上,开拓进取,持续改进
13381632678

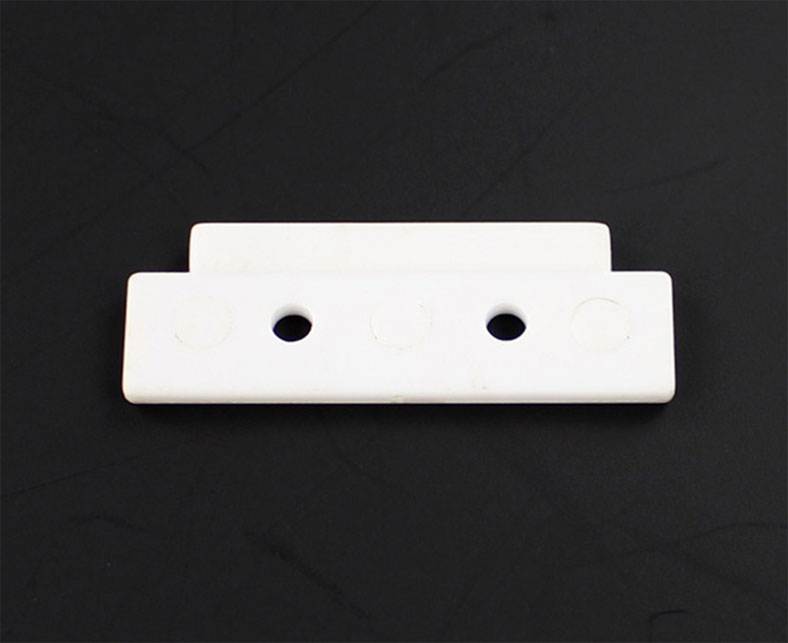
一、含义:熔融材料进入模具型腔后没有全填满,导致塑件材料不足。
二、发生原因及扫除办法:
①、设备选型不当:在选设备时,机台的熔胶量有必要大于制品的熔胶量,注塑制件分量只能占机台总熔胶量的85%。
②、供料缺乏:加料口是否有" 架桥" 现象,可恰当添加螺杆打针行程,添加供料量.
③、质料流动性差: 改进模具浇注体系的滞流缺陷,专业模具定制加工合理设置浇胶方位,扩展浇口,流道和注料口尺度以及选用较大的喷嘴,恰当进步质料温度。
④、浇注体系规划不合理: 规划浇注体系时,要注意浇口平衡,各 型腔内塑件的分量要与浇口巨细成正比,是各型腔能一起充溢,浇口方位要挑选在厚壁部位,也可以选用分浇道平衡安置的规划方案。
⑤、模具排气不良: 查看有无冷料腔,或方位是否正确,关于型腔较深的模具,应在欠注的部位增设排气沟槽和排气孔,在合模面上可开设深 0.02 -0.04mm,宽度为 5-11mm 的排气槽,排气孔应设置在型腔的终究充填处.此外在工艺操作方面,可通过进步模具温度,下降打针速度,减小浇注体系阻力,以及减小合模力。
⑥、模具温度太低: 开机前有必要将模具预热至工艺要求的温度,若模具温度升不上去,应查看模具水道规划是不是合理。
⑦、注射压力不足:注射压力与模具长度成正比,注射压力过小,充填长度短,型腔充填不满意。因此,模具定制加工厂家了解可以通过降低喷射速度和适当延长喷射时间来提高喷射压力。