模具 塑胶 喷油 模具加工
质量过硬,用户至上,开拓进取,持续改进
13381632678
模具 塑胶 喷油 模具加工
质量过硬,用户至上,开拓进取,持续改进
13381632678

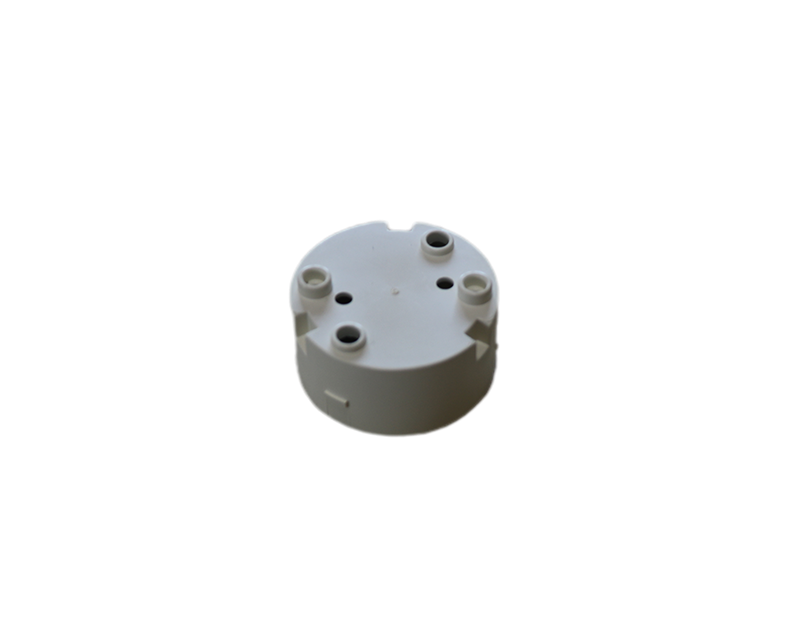
上海注塑件出现品质缺陷怎么办?

塑胶件成型后,出现一些不良问题,会影响装配效率或整机性能,与预定的质量标准(检验标准)有一定的差异,不能满足公司的品质要求。除了加强员工的质量意识培训、对有不良的配件及时处理(比如挑选、加工等);这些缺陷可能是由如下几方面造成:模具、原材料、工艺参数、设备、环境、人员。
注塑不满(缺胶):通常缺胶是指走胶不齐即型腔未充满。而注塑件不饱满,出现气泡、空隙、缩孔等,与标准样板不符也可被称为缺胶。
熔接痕(纹):在塑胶件表面的线状痕迹,由塑胶在模具内汇合在一起所形成,而熔体在其交汇处未完全熔合在一起,彼此不能熔为一体即产生熔接纹,多表现为一直线,由深向浅发展,此现象对外观和力学性能有一定影响。如勾盘底部的熔接痕。
翘曲变形:塑胶件形状在塑件脱模后或稍后一段时间内产生旋转和扭曲现象,如有直边朝里,或朝外变曲或平坦部分有起伏,有局部和整体变形之分。
色差:注塑件颜色与该单标准色样用肉眼观看有差异,判为色差,在标准的光源下。
色差是注塑中常见的缺陷,色差影响因素众多,涉及原料树脂、色母、色母同原料的混合、注塑工艺、注塑机等,在实际的生产过程中我们一般从以下五个方面来进行色差的控制。